
您好, 欢迎来到百铸网! 热线电话:400-8088-177 企业邮箱:[email protected] 注册|登录
2016-02-29来源:暂无数据
1.1导言
中国铸件产量已经成为世界第一,中国正逐渐成为世界的铸造基地。但是,虽然中国是世界第一铸件生产国,但还不是铸造强国,在产品构成方面和发达国家还有一定差距,技术含量相对较高的球铁铸件和铝合金件的产量都远远低于排在第二名的美国,而且铸件的深加工、精加工程度也与世界先进水平有一定差距。面对国际竞争及我国振兴制造业的新形势,铸造业虽有了很好的基础,具备了一定的实力,但从宏观上来看,尚需在产业结构、铸件质量、生产管理和技术开发的内容和方式等几个方面进行调整,以全面提高我国铸造业在国际市场上的竞争能力,保证在国际经济一体化的新形势下能够健康发展以及承担起振兴制造业的重任。铸件的冒口和毛刺的清理目前我国大部分厂家还非常原始,先进技术的应用还未开展,清理技术工具落后,劳动效率低工作强度大,作业环境差,铸件清理质量差,已经成为制约铸造生产的瓶颈。提高铸件清理的劳动效率降低工作强度一直是我国铸造工作者关注的问题。在国外,许多的球铁铸件生产厂(尤其是大批量生产时)在铸件清理方面应用冲切技术,取得了很好的应用。因此,如何在我国把冲切技术应用到铸件冒口毛刺的清理是值得我们进一步实践和研究的。
1.2铸件冒口、毛刺形成原因及我厂清理现状综述
1.2.1铸件冒口、毛刺形成原因和去处方法
为了补偿铸件在凝固过程中产生的液态和凝固固态的体收缩,以获得健全的铸件,必须通过合理地设计冒口对其进行补缩,这样就产生了和铸件相联的冒口。毛刺的形成是由于铸型或砂芯表面分界处合箱时留有可通入型腔的间隙,在铸型被浇注时,这些缝隙被冲进了铁水从而形成飞边毛刺。为获得健全铸件这些冒口和毛刺必须去除。
1.2.1.1铸件冒口去处方法
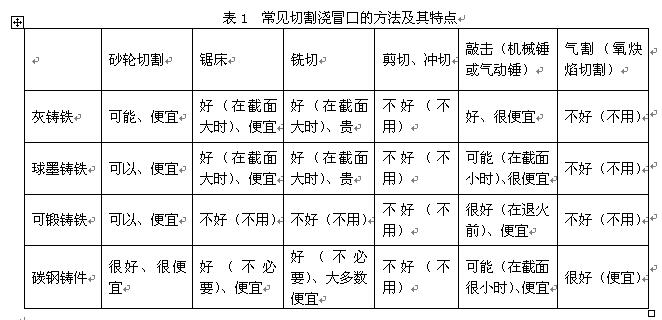
去除铸件浇冒口是比较繁重而复杂的工序,去除浇冒口方法及所采用的相应设备根据金属种类、浇冒口的大小、生产批量等来决定。根据铸件材质、品质不同,浇冒口的位置、形状的不同而采取不同的去除方法,表1列举了几种材质铸件浇冒口的去除方法和特点。
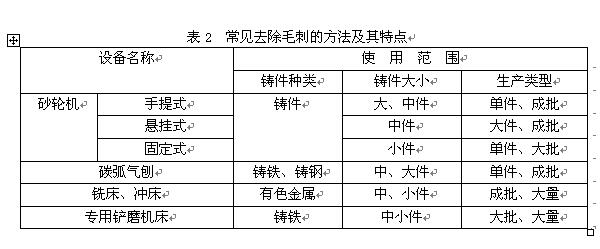
1.2.1.2铸件毛刺的去处方法
去除铸件的毛刺也是一项比较繁重的工作。表2列举了在生产中常见的去除方法及其特点。
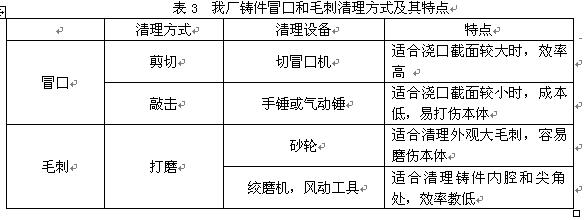
1.2.2我厂冒口和毛刺清理方式和现状
我厂自60年代建厂以来一直以球铁铸造为主,并且所生产均为小件。因此我厂长期以来使用手锤和砂轮的传统方式清理冒口和毛刺。具体清理方式和特点见表3。
由于清理手段的落后,清理车间粉尘污染非常严重(清理车间现场见图1),直接导致我厂大量清理职工出现肺部疾病。
图1 清理车间现场

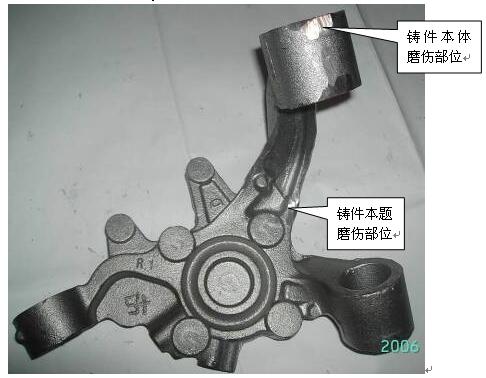
图2 铸件磨伤本体示意图
2.实例研究
我厂从90年代以来一直承担着神龙公司ZX型轿车转向节、后臂、横梁座、压缩机支架、差速器壳等零件多年的供货任务,并在最近两年开发了标致307转向节、标致206后臂、毕加索后臂、毕加索后横梁座等新产品。这些产品大部分属于轿车保安件,对零件的质量有相当高的要求,整个制造过程不能有一丝的差错。如果这些保安件一旦出现质量问题,将会导致整个车辆在行驶中失控,造成车毁人亡。虽然我厂这些年来为各个主机厂配套的产品从未出现过质量事故,但铸件打磨伤本体始终是一个安全隐患,为了将风险降低到最低,并且保持我厂作为一个专业铸造大厂技术创新上的领先地位,我们以标致307转向节为试验对象,研究铸件冒口和毛刺冲切的可行性。
2.1标致307转向节简介:
2.1.1产品介绍
标致307转向节(见图3),PSA材质标准为GSA,相当于为QT420-12,属于底盘上的铸件。标致307转向节连接前轮动力转向系统,受力大,是最重要的安全件之一。该件转向拉杆臂厚很薄,打磨伤本体可能导致拉杆断裂。另外,减震器安装部位承受着整个车体重量,产品质量不能有任何质量风险。
2.1.2铸件毛坯及生产工艺简介
2.1.2.1毛坯生产工艺简介
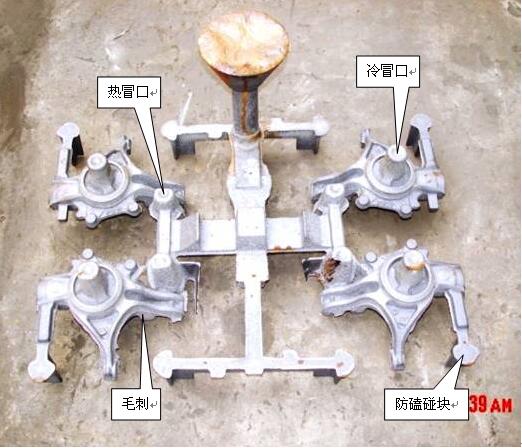
标致307转向节铸件在我厂BMD线生产,每型四件。每件设一个主浇道,分一个热冒口和一个冷冒口,见如图4。
2.2标致307转向节清理工序
2.2.1前期清理工序
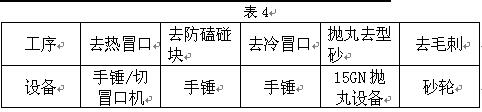
铸件前期清理采用我厂传统的清理方式,见表4。
2.2.1后期清理工序
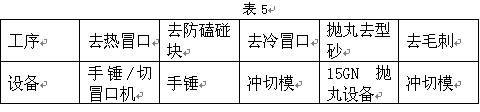
为了保证铸件质量并进行技术创新,后期我厂进行了去冷冒口和去毛刺设备和模具开发,工序及使用设备见表5。
3标致307转向节冷冒口冲切模开发
3.1冷冒口冲切设备选型
根据转向节铸件材料、冒口浇道被剪切部位总截面积,计算得出冒口冲切截面的剪切力应大于4.2吨(约41.2千牛);根据转向节毛坯形状尺寸及对冲切模具(系统)的基本功能要求,设备留给模具的使用高度应大于700mm,活动行程在200mm以上。且上下止点定位精度较准确(在20mm以内)。
通过对我厂清理车间现有设备进行清查、分析比较,经过多次设计计算、绘图分析反复改变模具结构,我们初步选定在300t摩擦压力机(见图5)上进行模具设计试验,因为我们初期认为该设备行程及可用空间较大,设计配套模具比较容易。

3.2冷冒口冲切模设计及工作原理
冲切模见安装图见图6。模具冲头通过冲头座、固定盘及上模座与设备活动滑块相连接,活动滑块下降带动冲头冲切放置于凹模中的转向节冷冒口。凹模及下模座设计的高度使冲头切过冲切截面8mm后而达到下止点位置开始返程。冲头上升时工件的包容力使工件紧紧套在冲头上。当冲头随活动滑块上升到一定高度后,自动退件U型拉板、拉力螺杆便拉动卸件横梁上的卸件器自动取下工件;随着活动滑块的进一步上升,与上模座铰链相联的自动回位拉杆便拉起卸件横梁和卸件器,以便下一工作循环中在凹模中放置工件(转向节).这样便完成了一个工作循环。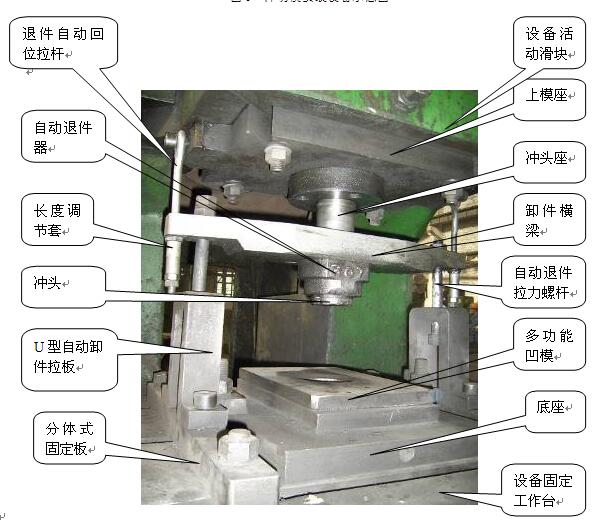
3.3冲切验证及效果对比
冲切时铸件定位面为圆锥面(见图7),该面和模型配合紧密,而且该锥面为加工面,造成的微小损伤不会影响产品的外观和性能。
铸件冲切前后对比见图8。
模具的冲切冒口速度达到13件/分钟,冲切质量好,切口齐整,一次完成,不伤工件,操作非常简单安全,模具使用故障率基本为零,一台配备冒口冲切模的设备年生产能力可达到150万件。

4.标致307转向节冷冒口冲切模开发
4.1冲切压力机简介
由于毛刺分布在逐渐四周,在冲切过程中各个方向受力是不均匀的,如果冲切速度过快,可能冲伤本体,那样的话我们冲切模的开发就没有任何意义。为了防止冲伤铸件本体,必须选用静压压力设备。(设备简介)3.3毛刺冲切试验方案
冲切过程中毛坯受力主要为冲切力和定位压紧力,设备冲切油缸压力范围为0~160吨,定位压紧油缸压力范围为0~19吨。经分析,冲切过程中铸件潜在的失效模式为变形和裂纹,此次试验方案为验证在各种压力组合下冲切时对铸件的损坏程度,试验思路为:
3.3.1为了缩短试验周期,根据冲切调试时的压力分别选定冲切压力和定位压力范围,进行组合,每个模号取一个件进行冲切。具体如下: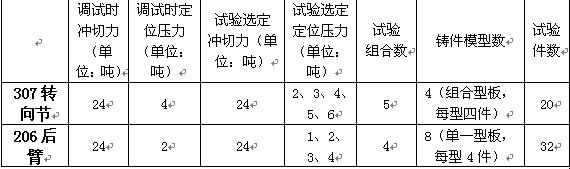
3.3.2冲切前对每个铸件进行编号,对冲切前后的铸件关键尺寸进行划线,通过划线尺寸对比分析冲切前后铸件变形情况。
3.3.3对冲切后的铸件进行磁粉探伤,以分析在各种压力情况下铸件是否会出现裂纹等质量问题。
3.3.4将冲切后的所有铸件送加工厂试加工,通过加工反映铸件潜在问题。
3.4毛刺冲切试验验证
3.4.1我们选取了五组每组四件进行试验,选定冲切力为24吨,压紧力2~6吨。
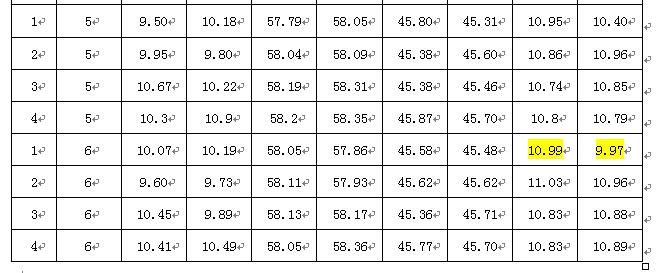
对20个件四个关键尺寸进行了划线对比,结果如下: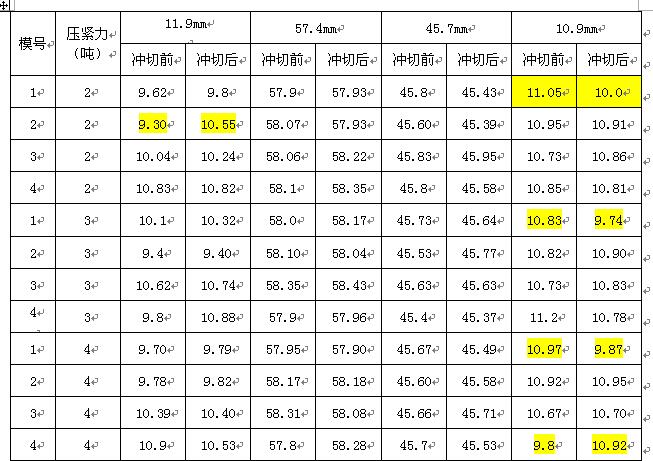
毛刺而破坏铸件产生裂纹。
6.2 打磨铸件质量
打磨前照片

砂轮打磨伤本体照片

友情链接 友链交换添加QQ:2694467624 其他问题请咨询网站客服