
您好, 欢迎来到百铸网! 热线电话:400-8088-177 企业邮箱:[email protected] 注册|登录
2016-08-24来源:暂无数据

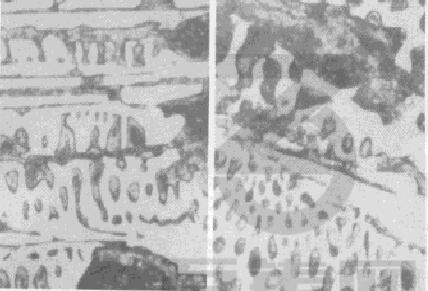
(a)铸态外侧(b)铸态内侧
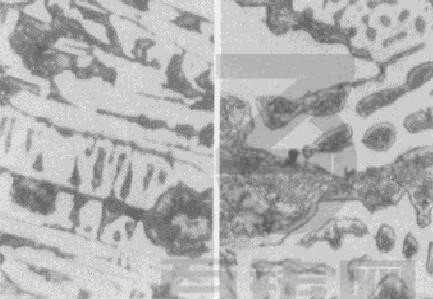
(c)600℃×4h热处理后外侧 (d)600℃×4h热处理后内侧
图1轧辊金相组织
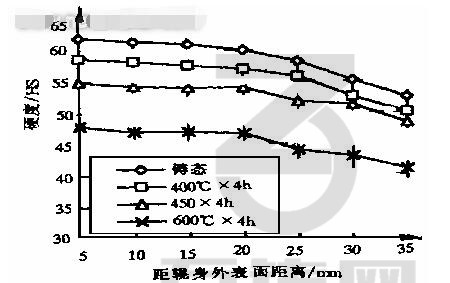
图2为铸态及不同热处理后轧辊工作层切环不同位置的硬度。该图表明,轧辊的硬度由切环外侧向内侧逐渐降低。经过热处理后轧辊的硬度降低,随着热处理温度提高其硬度下降幅度增大。当热处理温度达600℃时,硬度下降幅度较大。根据客户对轧辊硬度的要求,我们在生产中选择退火温度为400℃。
3讨论
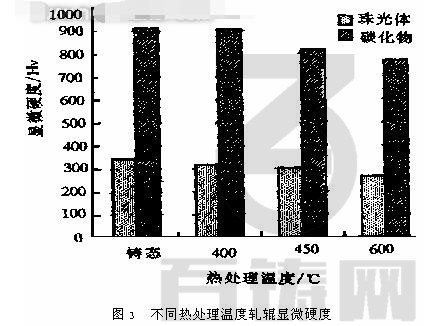
热处理后轧辊硬度降低由三个因素造成。一是金相组织在热处理时发生变化,如碳化物的分解等。根据图1,即使热处理温度达到600℃,轧辊组织仍然没有明显变化,这一结果符合铁合金相图〔1〕。由此可见,轧辊硬度降低不是由于金相组织变化引起的。二是在热处理过程中合金元素扩散均匀、过饱和程度降低,即微观组织变化所致。为了确定这一因素的作用,试验测定了试样经过不同热处理后碳化物和珠光体的显微硬度(见图3)。测定结果表明,热处理后珠光体和碳化物的显微硬度都不同程度的降低。这一现象必须要导致轧辊宏观硬度的降低。三是伴随铸造应力消除引起轧辊宏观硬度降低。
友情链接 友链交换添加QQ:2694467624 其他问题请咨询网站客服