
您好, 欢迎来到百铸网! 热线电话:400-8088-177 企业邮箱:[email protected] 注册|登录
2016-08-17来源:暂无数据

一.我国高端精铸件的发展寄希望于深化改革、扩大开放
高端(高附加值)精铸件市场大多涉及国防、能源、环保等重大关键领域,众所周知,这些部门和领域国内至今仍为国有企业所垄断。一个行业(例如飞机制造)内各企业之间基本上是封闭的,更不用说行业与行业之间(例如航空发动机和工业燃气轮机),或是军民之间。这和国外形成很大的反差,世界著名的三大航空发动机公司——美国 GE、普·惠(Pratt&Whitney Group) 、和英国罗·罗公司,无一不是既生产航空发动机,又生产工业燃气轮机,既生产军品,也生产民品。同样,国外许多规模仅数十人的小、微型精铸厂也是军民通吃,即所谓“寓军于民” 。如果按照我国现存的体制、机制运行下去,恐怕再过多少年也造就不出像上述三大航空发动机公司那样优秀的顶尖企业,也造就不出像美国Hawmet、PCC 那样的强势精铸企业,我国先进战机缺少一颗中国“心”的“心病”也难以痊愈。敢问路在何方?路不在政府指令和管控下的“重组”、“重建”,惟有充分发挥市场在优化配置资源上的基础性作用,令优秀企业在公平竞争的市场环境中脱颖而出。中国精铸的发展和未来首先寄希望于“深化改革,扩大开放” 。改革开放进入了深水区,精铸业的发展也到了一个关键时期,呼唤改革开放“升级版”尽快出炉。
二.科学、严格的管理制度,训练有素而又长期稳定的员工队伍是最重要的前提条件
近年来国内一些民间资本正企图或已经进入高端精铸件市场,值得欢迎和赞许,这至少是对垄断的一种挑战。然而值得提醒的是,如若没有一套科学、严格的管理制度,没有一支训练有素而又长期稳定的员工队伍, 要想进入高端精铸件市场并达到一定量产规模恐怕就只能是一场难圆的梦。当前管理缺失、人心浮动这正是我国许多企业最大的软肋。毕竟批量生产不同于试验、研究,办企业也不同于实验室、研究所。毕竟不惜代价不计成本搞军工的时代早已成为历史的记忆。
三.若干技术关键和难点
高端精铸件高就高在技术含量,需要突破的技术关键和难点多。下面仅就对全局有影响的几个方面做一些简要介绍。
1.叶片冷却技术和陶瓷型芯
目前世界上最先进的航空发动机涡轮进气温度已高达令人难以置信的 1700℃甚至更高[3] [4],超过镍基高温合金熔点约 300℃以上!从全球范围看,工业燃气轮机与喷气发动机几乎是同步发展的,例如,正在研发中的超高效燃气轮机热效率目标值56%~60%,涡轮前进气温度也将提高到 1700℃[5],跟航空发动机基本持平。承受如此高的工作温度,首先要求叶片合金材料本身具有优异的高温性能。于是,制作涡轮叶片的高温合金逐步从等轴晶(1950s)发展到平行于主应力方向的定向柱晶(1970s) ,自 1980s以后进一步发展到单晶合金。尽管经过数十年坚持不懈的努力,单从合金角度看,使用温度仍未超过 1150℃,距目前最先进发动机的要求还相差近600℃。可见,提高涡轮叶片的承温能力,单靠合金本身是远远不够的,还必须借助冷空气从叶片内部进行强制冷却和对叶片表面气膜冷却,以及热障涂层的综合作用。下面重点介绍与精铸关系最为密切的叶片冷却技术。
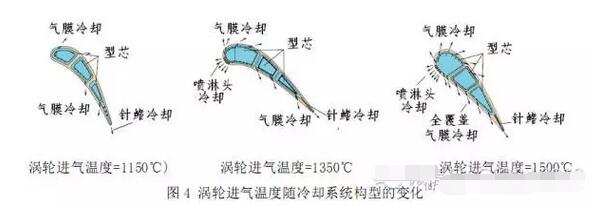
目前,涡轮叶片的冷却主要是靠消耗一部分本该用来供燃油燃烧的冷却空气,这就势必会降低发动机的热效率,所以,必须力求消耗最少的冷空气达到最佳的冷却效果。如果用于冷却涡轮叶片的空气比例减少 20%,其功效相当于令涡轮进气温度提升几十摄氏度[3],燃油比耗也将大幅下降,然而这就势必令叶片内部冷却通道的构型越来越复杂。传导和对流仍是空气冷却作用的基础,所以,设计具有大比表面积的冷却通道是必然结果,例如在冷却通道内设置片状、放射状、针状,或栅格状散热片,在此基础上再加入进气边喷淋冷却、叶身气膜冷却、叶盆全覆盖气膜冷却,以及排气边针鳍冷却(Pin Fin Cooling)等,使叶片工作温度提升到 1500℃以上(见图 4[5]、图5[3])。

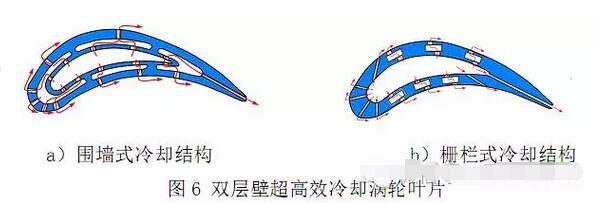
1990s 以后美、俄率先推出超高效气冷叶片,采用双层壁结构,在原本已经很薄的壁厚内再开设围墙状或栅栏型槽孔 [4],这些槽孔又用尺寸小于 1mm 的小孔分别与叶片内腔和外表相连。冷却空气进入叶片内腔后,通过这些小孔进入型壁槽孔,形成一道道围墙式或栅栏式的冷却屏障,然后再通过小孔向高温外表喷射冷空气并形成气膜(图 6) ,使冷却效率大幅提升,冷却温度达600℃以上,令叶片工作温度提高到 1700℃甚至更高。形成这种类似围墙或栅栏式的纤细通道,型芯制作和脱除的难度之大不言而喻。在未来若干年内,上述冷却系统以及相关的加工要求必将对叶片设计师和制造工程师提出新的挑战,不断将型芯制作、精铸工艺和加工技术推向极致。
形成如此复杂而精细的冷却通道,只用一种型芯恐怕是无能为力的,必须采用不同材料和工艺制成多种型芯组合而成,而形成夹壁结构的型芯非水溶型芯莫属。该型芯两端分别以芯头和型壳与中心型芯相连(图 7) ,待铸件成型后再除之。制作结构如此复杂而精细的型芯,必须有新的思路,材料和工艺都需要创新。

能形成复杂内腔是铸造工艺的显著优势,不仅是空心叶片,许多精铸件,尤其是高端产品(例如机匣、燃油泵壳体等)都具有复杂的内腔。型芯的材料、成型和脱除技术,具有相当高的难度和技术含量,学科综合性很强。或许是由于型芯只是工艺过程中的一种过渡性的产品,往往不被重视,相关介绍发展缓慢。不用说形成夹壁结构的型芯,就拿中心型芯来说,用于定向凝固和单晶铸造的陶瓷型芯,欧美各国主要是采用硅基(石英玻璃)材料,而俄罗斯则采用氧化铝基,二者都早已取得成功(上世纪 80~90年代),而我国则二者都举步维艰,至今难说有重大突破。由于体制、机制的局限,型芯研发和生产至今基本上仍处于自给自足的自然经济状态,资源配置极不合理。值得欣慰的是,近年来已有若干专门从事陶瓷型芯研发和生产的小微型企业诞生,但愿有更多类似企业能够在公平竞争的市场环境中脱颖而出,早日成长为高科技小微型企业,为推动我国精铸工业,特别是高端精铸件发展做贡献。
2.几何形状和尺寸检测
内腔复杂是铸造特别是精铸工艺的显著优势,许多高端精铸件,尤其是空心叶片都具有复杂的内腔。这就不能不对检测手段提出了新的要求和挑战。传统的超声检验往往只能检测诸如壁厚之类的简单尺寸,用来检测具有复杂形状的内腔尺寸实在力不从心。计算机断层扫描(Computed Tomography),简称CT,上世纪 70 年代首先在医学界广泛应用,80 年代以后作为一种无损检测手段逐步被推广到工业界。 近年来在提高分辨率和图像重建速率上取得长足的进步,不仅可以作为一种无损探伤手段探测铸件内部的某些冶金缺陷,还可作为一种特殊的尺寸检测工具测量铸件复杂内腔(例如多层壁结构)的各类尺寸,这些都是传统方法,包括超声检测和三坐标测量机等都无法检测的。
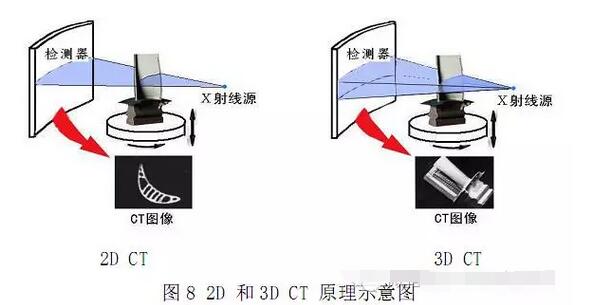
CT 成像的原理是利用X-射线透过样本时,由于样本各个部位存在密度差异,从而对 X-射线的吸收率不同,最终在 X-射线检测器上形成不同灰度或颜色的图像。采用扇形 X 线束对样本进行360°分层扫描,所得为相应断面的2D CT 图像(图 8 左);采用锥形X射线束对样本进行 360°逐段扫描,再通过计算机软件将所获取的图像进行分析、重建,便可还原成在电脑中可视的 3D 图像(图8 右)。3D CT 比2D CT 更直观,立体视觉效果更好,现已成为快速成型和逆向工程不可或缺的利器,但由于 X射线光源缺少准直系统并存在衰减问题,所以,就目前进展而言,3D CT 还需要进一步解决分辨率的问题,才能精确检测诸如涡轮叶片之类复杂铸件外型和内腔的结构和尺寸。但作为一种方便快捷的在线检测手段,在生产过程中实时监控型芯-蜡模-型壳收缩/变形的行为特征和规律,以改进并优化工艺,它不失为一种非常有实用价值的工具。较之于3D,2D CT图像具有高得多的分辨率(图 9)[6],因此,对于尺寸公差要求十分严格的铸件来说,是更加给力的手段。它不仅能检测复杂的多层壁结构,也能适应像叶片进、排气边缘那样小半径部位的检测。
总而言之,检测手段的更新和现代化,是发展高端精铸件过程中需要高度关注的部分,需要加大投入。
3.计算机模拟技术
铸件,特别是高端精铸件的成本在很大程度上取决于一次成品率。应清醒认识减少铸件冶金缺陷(包括晶体缺陷)对降低成本的重要性。为此,还需要特别关注铸造过程计算机模拟技术的进展及发展趋势。20世纪 90年代初期,凝固模拟开始兴起并被广泛应用到熔模精密铸造业中。

广义的凝固过程模拟涵盖不同尺度范围,即宏观、介观和微观[7、3、9]。宏观尺度模拟其对象大小为米(m)级,用有限元或有限差分建模。许多宏观尺寸模拟软件(例如Procast)早已被用来模拟铸造过程流场、温度场和应力场,预测相关的铸造缺陷,评估和优化浇注/补缩系统以及工艺参数等。目前它已成为一种常规工具被广泛地用来缩短新产品开发试制周期,提高成品率,降低成本(图10)[7、9]。
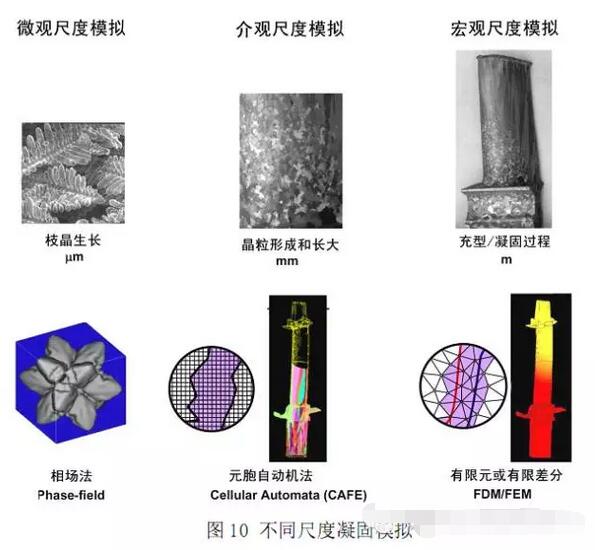
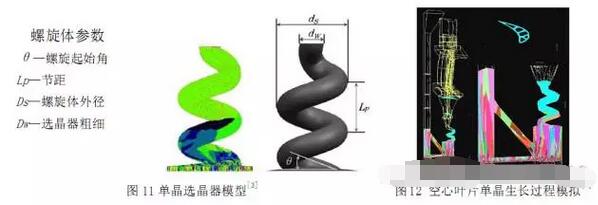
介观尺度模拟其对象大小为毫米(mm)级。 它将宏观尺度模拟输出的温度场计算结果与介观尺度的元胞自动机有限元模型(CA-FE)耦合起来(图 10)[7、3、9]。CA-FE跟踪凝固前沿的移动,并计算出凝固区间内固-液界面处的过冷度。而过冷度的大小则是确定离群晶粒能否形核的关键因素。由此可以对于单晶或定向凝固过程中会否产生诸如杂晶、雀斑之类的晶体缺陷做出预测[3]。介观尺度模拟还可以用于模拟定向柱晶晶粒大小[9],也可以用于单晶叶片选晶器(含起始块)择优效能的优选优化上[3、9]。例如,首先针对不同尺寸和结构的叶片设计
不同类型和尺寸的选晶器,按照螺旋体参数对其几何结构进行建模(图 11)[3],而后通过晶粒生长介观模拟结果预览每一个特定选晶器中晶粒竞相生长的特点以及选晶效果, 经对比分析进行优选、优化[3]。ProCAST 2005 或更高的版本已经具备此项功能。图12 所示便是该软件模拟某空心叶片单晶生长过程[8]。
值得一提的是,当过程物理模型不得不考虑溶质扩散时(即凝固区间较宽时),企图通过介观尺度模拟来预测柱状晶会否向等轴晶转变,或是否会产生杂晶、雀斑之类晶体缺陷,就目前进展而言,介观模拟还无能为力[3]。
微观尺度模拟其对象大小为微米(μm)级。通过相场法模拟枝晶生长过程,常用于预测发生在枝晶干到枝晶臂间区域的元素偏析程度和(显微)疏松[7]。但欲对涡轮叶片易于产生杂晶、雀斑的部位进行可靠预测,微观尺度模拟也无能为力。然而它可以用来比较不同合金产生此类缺陷的敏感程度[3]。
最后是再结晶问题。从数值模拟角度考虑,这也是推测经常可能出现的单晶晶体缺陷最具挑战性的难点之一。再结晶是由塑性变形诱发的晶体缺陷。塑性变形通常经由以下两种机制所产生的应力超过所需要的临界应变极限所致,即:a)热处理前操作失误造成的伤害,对此无法预知也就无法建模;b)铸件凝固后因收缩不均产生的收缩应力。鉴于模拟收缩应力导致变形涉及的问题多多,例如:同一模组内叶片和浇道以及叶片与型壳之间相互牵扯作用;还有型壳材质的不均匀性以及型芯和型壳热物理性能随时间和温度的变化等,况且这些性能的准确测试本身就是很大的难题。另外,还要考虑在脱壳过程中由于型壳破裂导致应力消失,而型壳破裂行为往往不可预见,这些因素使得准确进行三维力学建模基本无法实现。因此,再结晶预测将成为另一个极具挑战性的领域。然而,将模拟计算得出的应变水平和铸造过程中实际再结晶程度进行比对,积累大量数据可以定性推断得到临界应变极限。这个方法作为一个可比性手段来评估不同铸造场景下产生再结晶倾向具有一定实用价值[3]。
4.计算材料学和相关材料热物理性能数据库的建设
计算材料学是材料科学与现代计算机技术交叉形成的一门快速发展的新兴学科,是材料科学研究里的“虚拟实验室”。其典型的应用实例例如运用计算机而不是大量实验,计算得出相图;再如建立合金化学成分、微观结构和力学性能之间的定量关系,进而对材料的组织结构和性能进行建模、模拟计算和预测预报,并进一步开发出新型合金设计软件。据报道,日本国立材料科学研究院正是通过使用其自主开发的合金设计程序 (ADP)研制出可用于1100℃以上的新一代(五代)单晶合金,正朝着六代单晶的目标前进[4];ProCAST数据库中相当完善的合金热物理性能数据库也正是计算材料学具有代表性的应用成果。而国内计算机模拟的
一大软肋就是数据库里缺数据。这个空白如不尽快填上,势必陷入处处受制于人的窘境。
友情链接 友链交换添加QQ:2694467624 其他问题请咨询网站客服