
您好, 欢迎来到百铸网! 热线电话:400-8088-177 企业邮箱:[email protected] 注册|登录
2016-08-09来源:暂无数据

1. 生产条件
底注式浇注系统,浇注时间21~22s,缸体顶面、前端设置排气压边冒口,高压自动线潮模砂生产条件;型砂透气性大于120,水分3.1%~3.6%,铸型硬度55~70;水套芯砂为耐高温低发气量覆膜砂,其发气量≤18mL,涂锆英粉醇基涂料,缸体圆棒所用的芯砂采用低氮呋喃树脂砂,其发气量≤16mL,圆棒芯涂水基石墨涂料,水套芯、圆棒芯均经一次烘干炉,再经二次悬链烘干炉烘干后使用。
2.气孔产生的主要部位及原因分析
经对缸体废品统计,发现缸体气孔出现的主要部位是缸筒、机油冷却器、水套上箱面及水泵上箱处。
经对一个班次的缸体生产过程进行了质量跟踪,共出现35件气孔废品,与其浇注温度的关系如表1所示。
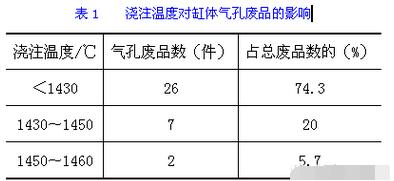
由表1可以看出,在出现的缸体气孔废品中,浇注温度小于1430℃的缸体,气孔废品占了总数的74.3%,这说明:浇注温度偏低是缸体气孔废品高的主要原因,这也说明原缸体工艺浇注温度1400~1440℃偏低,不利于缸体气孔废品降低,因此,应适当提高缸体浇注温度,即将缸体浇注温度(每包铁液浇注第一箱缸体测温度)确定在1430~1460℃,可有效降低缸体气孔废品。
3. 生产验证
根据上述缸体气孔产生的主要部位及原因分析,我们将缸体工艺浇注温度确定为1430~1460℃,并进行了大批量生产,生产的缸体气孔废品如表2所示。

由表2可以看出,浇注温度由1400~1440℃提高到1430~1460℃,缸体气孔废品下降了4.4个百分点,气孔废品下降幅度46%,缸体气孔废品显著下降。
4. 浇注温度对缸体气孔废品影响的机理
浇注过程中,流动的铁液表面张力小,在砂芯排气困难的条件下,砂芯所发出的气体浸入流动的铁液中,底注式浇注系统使得缸体上箱面部位铁液温度低,铁液表面张力增大,浸入铁液的气泡不易逸出而产生气孔。提高浇注温度后,使得缸体上箱面部位铁液温度升高,铁液表面张力小,浸入铁液中的气泡容易逸出而不易产生气孔。另外,即使在砂芯与砂芯、砂芯与砂型之间封火不良,产生钻铁液的情况下,由于缸体上箱面部位铁液温度高(即冒口和通气针孔铁液温度高),上箱面冒口和通气针孔铁液流动性提高,从而能够及时地向铸件本体补充铁液,有效地防止因钻铁液产生气孔和缩孔。
5. 经济效益
缸体浇注温度由1400~1440℃提高到1430~1460℃,缸体气孔废品率下降了4.4个百分点,按我们统计的3个月生产缸体8051件计算,实际减少废品损失57万元,按年生产缸体3.5万件计算,年可减少废品损失246万元。
6. 结语
在底注式浇注系统、缸体顶面、前端设置排气冒口,以及高压自动线潮模砂生产条件下,1430~1460℃的浇注温度比1400~1440℃的浇注温度可显著降低缸体气孔废品。
友情链接 友链交换添加QQ:2694467624 其他问题请咨询网站客服