
您好, 欢迎来到百铸网! 热线电话:400-8088-177 企业邮箱:[email protected] 注册|登录
2016-08-01来源:暂无数据
(1)脱硅-脱硫-脱磷顺序—铁水沟处铁鳞脱硅
铁水脱硅是放热反应,铁水温度越低,脱硅的效果越好。考虑到铁水的脱硫温降和运输、等待温降,若将脱硅置于脱硫之后,脱硅时的铁水温度将较铁水沟脱硅更低,铁水预脱硅工序应尽量置于脱硫之后,而不是在脱硫之前。
脱硫—
反应平衡时 [%S]达10-4数量级,可满足所有钢种的要求;温度的变化对铁水脱硫效果的影响很小,因此脱硫可考虑提至脱硅之前,在确保脱硫效果的同时使脱硅也处于较好的热力学条件下。
转炉内脱硅、脱磷—
有资料表明:铁水中[%Si]大于0.15时为脱硅期,[%Si]小于0.15时脱磷反应才会开始,脱磷反应是放热反应,较低温度的脱磷炉内脱硅的热力学条件应是最佳的。因此应取消铁水沟处的高温脱硅,将其移至脱硫之后的脱磷转炉内和脱磷一同进行。
(2) 脱硫-脱硅、磷顺序
“脱硫—脱硅、脱磷”顺序的情况下,脱硫反应平衡时量[%S]下降了一个数量级。将脱硅任务放在脱硫之后完成,能明显改善CaO粉剂脱硫的热力学条件。
(3) 脱硅、脱磷-脱硫顺序
在“脱硅、脱磷—脱硫”顺序的情况下,脱硫反应平衡时 [%S]为10-3数量级,而在“脱硅—脱硫—脱磷”顺序下,[%S]为10-4数量级,在“脱硫—脱硅、脱磷”顺序下,[%S]为10-5数量级。显然“脱硫—脱硅、脱磷”顺序下CaO粉剂脱硫反应的热力学条件更好。
(4) 同时“三脱”
机理研究表明:用氮氧复合气体作载气喷吹CaO粉同时进行铁水预处理“三脱”反应时,脱硅、脱磷主要是在喷枪附近的高氧势区进行的瞬时接触反应;脱硫则是还原性渣和铁水之间的持久接触反应。
对铁水预处理脱硅来说,脱磷转炉顶吹氧加CaO粉剂脱硅的热力学条件是最优的。
CaO的脱磷能力受铁水温度的影响很大,在其它操作条件允许的情况下,应该尽量在低温下脱磷。 “脱硫-脱硅、脱磷”顺序下,专用脱磷转炉脱磷时铁水的温度较同时“三脱”时低。综合比较认为:CaO作三脱剂时,脱磷应在脱硫之后,并在专用转炉内进行最佳。
喷吹CaO粉剂同时进行铁水“三脱”的脱硫能力相对最弱。
从热力学角度分析原因:同时“三脱”在同一个容器中既要实现氧化脱磷、脱硅,又要完成还原脱硫,两者都要兼顾,在热力学上存在着矛盾,工艺上也不好实现。而将脱硅、脱磷和脱硫分阶段处理,分别创造氧化和还原的气氛,显然比同时“三脱”的热力学条件更优化。
由以上计算与分析可知,CaO作三脱剂时的最佳预处理顺序为:脱硫-脱硅、脱磷。
2 镁粉作脱硫剂,CaO作脱硅、脱磷剂
从热力学角度看,理论上“脱硅、脱磷-脱硫”顺序下镁粉能将铁水中的[%S]降至10-6~10-7数量级,而“脱硫-脱硅、脱磷”顺序下镁粉只能将铁水中的[%S]降至10-5~10-6数量级。但由图1可知,温度对脱硫的影响较小,但对硅磷却有着很大的影响,高温不利于脱硅磷,1500℃时,硅、磷含量在0.01%以上,不能满足要求,此时硫含量为20ppm,满足要求,因此综合考虑,镁粉作脱硫剂,CaO作脱硅、脱磷剂最佳顺序为:脱硫-脱硅、脱磷 。
图1
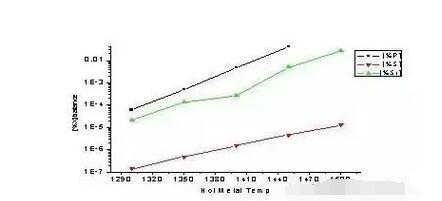
镁粉为脱硫剂时温度对“三脱”效果的影响
3 CaC2作脱硫剂,CaO作脱硅、磷剂
CaC2脱硫的反应式为:CaC2+[S]=CaS(S)+ 2[C],计算结果见表1、2。
表1 脱硫-脱硅、磷顺序反应平衡时[%S]
|
T |
1723K |
1673K |
1623K |
|
[%S] |
2.18×10-6 |
1.02×10-6 |
4.57×10-7 |
表2 脱硅、磷-脱硫顺序反应平衡时[%S]
|
T |
1673K |
1623K |
1573K |
|
[%S] |
1.29×10-6 |
5.89×10-7 |
2.53×10-7 |
表3 专用转炉脱硅脱磷平衡时[%P]
|
T |
1673K |
1623K |
1573K |
|
[%P] |
1.35×10-4 |
4.33×10-4 |
6.16×10-5 |
比较表1、2可以看出,CaC2作脱硫剂时,不同预处理顺序对脱硫效果影响不大,但由表13知,低温利于脱硅、磷,因此“脱硫-脱硅、脱磷”顺序能改善脱硅、脱磷 的热力学条件。
4 苏打灰作脱硫剂,CaO作脱硅、磷剂
苏打灰的主要成分为Na2CO3,用苏打灰脱硫,工艺和设备简单,主要缺点是:铁水中加入苏打时产生大量的氧化钠挥发物,操作环境恶劣。此外,渣中氧化钠侵蚀铁水包衬,并且因渣的流动性过好,造成机械扒渣困难。Na2CO3与铁水中[S]的作用,一般认为按下式 进行:Na2CO3(l)+[S]+2[C]=Na2S(l)+3CO(g)。经过热力学计算,不同预处理顺序下的结果如表4、5所示。
表4 脱硫-脱硅脱磷顺序反应平衡时[%S]
|
T |
1773K |
1723K |
1673K |
1623 K |
|
[%S] |
4.89×10-4 |
1.07×10-3 |
2.40×10-3 |
5.7×10-3 |
表5 脱硅、脱磷-脱硫顺序反应平衡时[%S]
|
T |
1673K |
1623K |
1573K |
|
[%S] |
3.08×10-3 |
7.90×10-3 |
1.86×10-2 |
比较表4、5可知,“脱硫-脱硅、脱磷”顺序更具优势,分析其的有利条件包括:1)在相对较高的温度下脱硫,Na2CO3脱硫反应是吸热反应,高温更有利于Na2CO3脱硫反应的热力学要求;2)脱硫时铁水中含有较高的[Si]、[C]、[P],这三种溶质提高了铁水中硫的活度系数,从而提高铁水中硫的活度,促进了Na2CO3脱硫反应的进行。
因此,使用Na2CO3做脱硫剂时,“脱硫-脱硅、脱磷”顺序下Na2CO3脱硫反应的热力学条件更好,能明显改善脱硅、脱磷反应的热力学条件。
预处理容器及方法选择
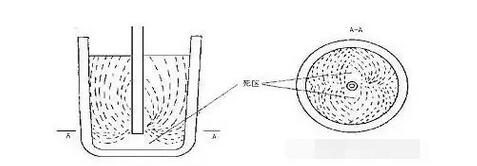
1 预处理脱硫
有研究用FLUENT软件计算出260t鱼雷罐的速度分布图,如图2所示。
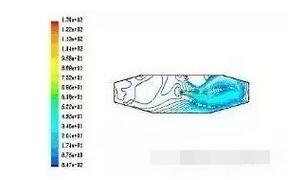
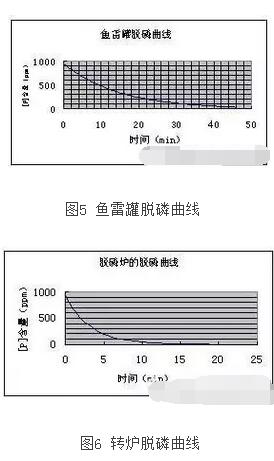
比较两图可知,专用转炉喷CaO粉脱磷只需要10分钟就能将磷脱至50个ppm以下,而鱼雷罐则需要40分钟左右,说明转炉脱磷的动力学条件优于鱼雷罐,效率更高。
结论
(1)通过对不同“三脱”剂、不同处理顺序的热力学计算比较得出最佳铁水预处理顺序为:预处理脱硫-预处理脱硅、脱磷。
(2)对不同处理容器、不同处理方法的动力学条件比较得出预处理容器应选定为:铁水包KR脱硫,专用转炉脱硅、脱磷。
(3)铁水预处理模式确定为:高炉铁水-铁水包KR法脱硫-专用转炉脱硅、脱磷。
友情链接 友链交换添加QQ:2694467624 其他问题请咨询网站客服