您好, 欢迎来到百铸网! 热线电话:400-8088-177 企业邮箱:[email protected] 注册|登录
2016-07-19来源:暂无数据
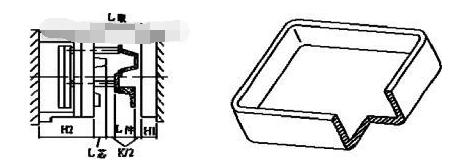
图1 核算动型(模)座板行程 图2 盒形压铸件
友情链接 友链交换添加QQ:2694467624 其他问题请咨询网站客服