
您好, 欢迎来到百铸网! 热线电话:400-8088-177 企业邮箱:[email protected] 注册|登录
2016-03-03来源:暂无数据
1. 主题内容与适应范围
本标准规定砂型铸造、金属型铸造、压力铸造等工艺方法生产的各种金属及合金铸件的尺寸公差。
2. 引用标准
GB6414 铸件尺寸公差
GB1800 公差与配合 总论 标准公差与基本偏差
3. 术语
3.1 一般术语
尺寸、极限尺寸、公差、公差带和公差等级的定义按GB1800的规定。
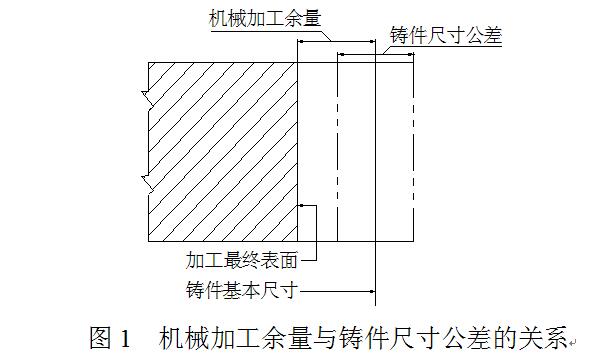
基本尺寸
铸件图上给定的尺寸、应包括铸件的机械加工余量(见图1、图2),产品零件图如不给出铸件图,则产品零件图上给出的尺寸为加工后的完工尺寸。
3.3 壁厚
本标准的壁厚是指由铸型与铸型、铸型与型芯、型芯与型芯之间构成的铸壁厚度。
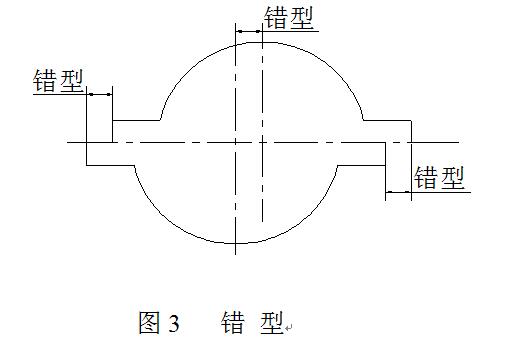
3.4 错型(错箱)
铸件的一部分与另一部分在分型面处相互错开(见图3)。
4. 基本规定
4.1 铸件尺寸公差代号、等级及数值
铸件尺寸公差的代号为CT,公差等级分为16级,各级公差数值列于表1.
4.2 壁厚尺寸公差一般可降一级选用。即图样上的一般尺寸公差为CT10,则壁厚公差为CT11。
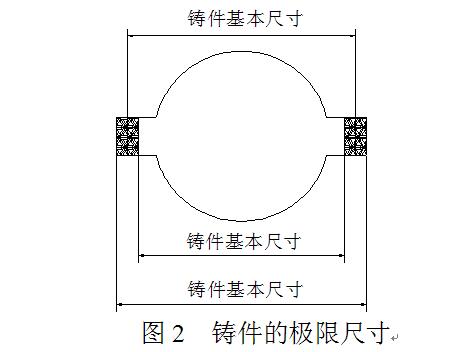
4.3 公差带的位置
公差带应以铸件基本尺寸为零线对称设置。即按表1所示公差值的一半为上偏差,另一半取负值为下偏差(见图2)。例如:当选铸件尺寸公差为CT9级时,则铸件基本尺寸50的公差注为±1。
4.4 错型(错箱)值
错型必须位于表1规定的公差值之内。其值从表1或表2中选取较小的值,且不得与表1中所列值相加。
表1 铸件尺寸公差数值 mm
|
铸件基本尺寸 |
公 差 等 级 |
||||||||||||||
|
大于 |
至 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
— |
3 |
0.14 |
0.20 |
0.28 |
0.40 |
0.56 |
0.80 |
1.2 |
1.6 |
1.6 |
1.6 |
2.3 |
— |
— |
— |
|
3 |
6 |
0.16 |
0.24 |
0.32 |
0.48 |
0.64 |
0.90 |
1.3 |
1.8 |
2.5 |
2.5 |
2.5 |
— |
— |
— |
|
6 |
10 |
0.18 |
0.26 |
0.36 |
0.52 |
0.74 |
1.0 |
1.5 |
2.0 |
2.8 |
4.2 |
4.2 |
— |
— |
— |
|
10 |
16 |
0.20 |
0.28 |
0.38 |
0.54 |
0.78 |
1.1 |
1.6 |
2.2 |
3.0 |
4.4 |
5.0 |
— |
— |
— |
|
16 |
25 |
0.22 |
0.30 |
0.42 |
0.58 |
0.82 |
1.2 |
1.7 |
2.4 |
3.2 |
4.6 |
6.0 |
8 |
10 |
12 |
|
25 |
40 |
0.24 |
0.32 |
0.46 |
0.64 |
0.90 |
1.3 |
1.8 |
2.6 |
3.6 |
5.0 |
7.0 |
9 |
11 |
14 |
|
40 |
63 |
0.26 |
0.36 |
0.50 |
0.70 |
1.0 |
1.4 |
2.0 |
2.8 |
4.0 |
5.6 |
8.0 |
10 |
12 |
16 |
|
63 |
100 |
0.28 |
0.40 |
0.56 |
0.78 |
1.1 |
1.6 |
2.2 |
3.2 |
4.4 |
6.0 |
9.0 |
11 |
14 |
18 |
|
100 |
160 |
0.30 |
0.44 |
0.62 |
0.88 |
1.2 |
1.8 |
2.5 |
3.6 |
5.0 |
7.0 |
10 |
12 |
16 |
20 |
|
160 |
250 |
0.34 |
0.50 |
0.70 |
1.0 |
1.4 |
2.0 |
2.8 |
4.0 |
5.6 |
8.0 |
11 |
14 |
18 |
22 |
|
250 |
400 |
0.40 |
0.56 |
0.78 |
1.1 |
1.6 |
2.2 |
3.2 |
4.4 |
6.2 |
9.0 |
12 |
16 |
20 |
25 |
|
400 |
630 |
— |
0.64 |
0.90 |
1.2 |
1.8 |
2.6 |
3.6 |
5.0 |
7.0 |
10 |
14 |
18 |
22 |
28 |
|
630 |
1000 |
— |
— |
1.0 |
1.4 |
2.0 |
2.8 |
4.0 |
6.0 |
8.0 |
11 |
16 |
20 |
25 |
32 |
|
1000 |
1600 |
— |
— |
— |
1.6 |
2.2 |
3.2 |
4.6 |
7.0 |
9.0 |
13 |
18 |
23 |
29 |
37 |
|
1600 |
2500 |
— |
— |
— |
— |
2.6 |
3.8 |
5.4 |
8.0 |
10 |
15 |
21 |
26 |
33 |
42 |
|
2500 |
4000 |
— |
— |
— |
— |
— |
4.4 |
6.2 |
9.0 |
12 |
17 |
24 |
30 |
38 |
49 |
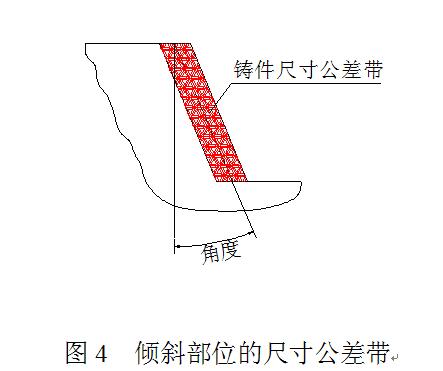
注:① 本表给定的公差值已包括了分型面,铸型与型芯装配的影响而引起的公差增量,但不包括由于拔模斜度引起的公差增量。
② CT13至CT16小于或等于16mm的铸件基本尺寸,其公差值需单独标注,可提高2~3级。
表2 错型值
|
公差等级CT |
错型值mm |
|
3~4 |
在表1的公差以内 |
|
5 |
0.3 |
|
6 |
0.5 |
|
7~8 |
0.7 |
|
9~10 |
1.0 |
|
11~13 |
1.5 |
|
14~16 |
2.5 |
5. 铸件公差的选用
5.1 铸件尺寸公差按表3规定的等级范围从表1中选取。一般不应超过表3的规定。
表3 铸件尺寸公差等级
|
制造工艺方法 |
公 差 等 级 CT |
||||||
|
铸钢 |
灰铁 |
球铁 |
可锻 |
铜合金 |
锌合金 |
轻合金 |
|
|
砂型手工造型 |
11~13 |
10~13 |
11~13 |
11~13 |
10~12 |
|
9~11 |
|
砂型机器造型及壳型 |
8~10 |
8~10 |
8~10 |
8~10 |
8~10 |
|
7~9 |
|
金属型 |
|
7~9 |
7~9 |
7~9 |
7~9 |
7~9 |
6~8 |
|
低压铸造 |
|
7~9 |
7~9 |
7~9 |
7~9 |
7~9 |
6~8 |
续表3 铸件尺寸公差等级
|
制造工艺方法 |
公 差 等 级 CT |
||||||
|
铸钢 |
灰铁 |
球铁 |
可锻 |
铜合金 |
锌合金 |
轻合金 |
|
|
压力铸造 |
|
|
|
|
6~8 |
4~8 |
5~7 |
|
熔模铸造 |
5~7 |
5~7 |
5~7 |
|
4~6 |
|
4~6 |
注:表3的公差等级适用于大于25mm的基本尺寸,对小于或等于25mm的铸件基本尺寸,通常采用下述较精的公差等级:
① 铸件基本尺寸小于或等于10mm时,其公差等级提高3级。
② 铸件基本尺寸大于10mm至等于15mm时,其公差等级提高2级。
③ 铸件基本尺寸大于16至等于25mm时,其公差等级提高1级。
5.2 公差等级的选用
5.2.1 灰铸铁铸件
5.2.1.1 砂型手工造型
机座、端盖、轴承内外盖的配合面按CT10级选用,其余部位及其它零件尺寸公差等级按CT11级选用,工具件按CT12级选用。
5.2. 1.2 砂型机器造型及壳型
铸件尺寸公差等级按CT9级选用。
5.2.2 轻金属合金铸件
电机轻金属合金零件的铸件尺寸公差按不同的铸造工艺方法,在表3中选用CT最高级。
5.2.3 铜合金铸件
铜合金铸件机械加工部位的尺寸公差按不同的铸造工艺方法在表3中选用CT最低级。不加工的毛坯尺寸公差选用CT最高级。
6. 铸件尺寸公差在图样上的标注
6.1 电机零件的铸件尺寸公差符合第5.2.1、5.2.2、5.2.3条和第4.2、4.3条的规定时,图样上可省略标注。
6.2 电机零件的铸件尺寸公差有以下特殊要求时,必须在图样上标注。
a 铸件尺寸公差非对称设置;
b 铸件尺寸公差等级不符合第5.2条的规定;
c 要求进一步限制错型值;
d 壁厚公差有特殊要求。
5.3 有特殊要求的铸件尺寸公差一般直接在图样上标注,最大错型值可在技术要求中说明。
友情链接 友链交换添加QQ:2694467624 其他问题请咨询网站客服